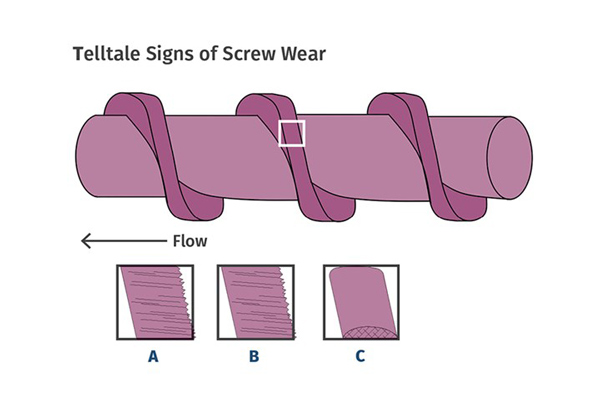
There are three main causes of screw wear in extruders. The first is the effect of unbalanced high-pressure areas in the screw, which are due primarily to screw design. The second is barrel alignment, typically the most destructive. The third cause of screw wear is use of abrasive fillers. Generally, the cause can be determined by examining the wear pattern on the flights (see illustration).
With respect to the first cause, the screw should be designed so that melt begins to form before compression starts. There should be enough melt present throughout the remainder of the screw to prevent complete solids plugging. If the design is too aggressive—i.e., too high a compression rate—melt can be forced downstream (or even upstream), leaving a short section of the channel filling completely with solids. In that case, the pressure at that point can instantaneously increase to extreme levels as the screw tries to force the solids downstream in an ever-decreasing area. I’ve observed instantaneous pressures exceeding 10,000 psi as a screw temporarily plugs with solids.
The plugging occurs only for a split second, during which the localized extreme shear stress over the plug temporarily relieves the plug by forming some melt. These plugs can form randomly and continuously over the whole compression length. Since the channel is eight to nine times the width of the flight, the pressure on the immediate leading and following flight can approach 4 to 4.5 times the pressure in the channel. With a much lower pressure on the opposite side of the screw, the screw is pushed with enormous force into the barrel opposite that location. The compression and rotating force of the screw combine to gall the hard surfacing to the barrel liner, simply “tearing” the hard surfacing off the flight.