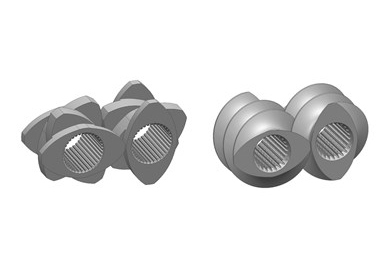
TSEs utilize segmented screws that are assembled on high-torque splined shafts (Fig. 2). . Barrels are also modular and utilize liquid cooling. The motor inputs energy into the process via rotating screws. Feeders meter materials into the TSE process section, and the screws’ rpm is independent and set to optimize processing efficiencies. Segmented screws and barrels, in combination with the controlled pumping and wiping characteristics of the corotating screws, allow screw/barrel geometries to be matched to the process tasks. Solids conveying and melting occurs in the first part of the process section. Next come screw elements for mixing and devolatilization. Discharge elements then build and stabilize pressure to a die or front-end device.
The free volume in the process section is related to the OD/ID ratio, which is defined by dividing the outside diameter (OD) by the inside diameter (ID) of each screw. Deeper screw flights result in more free volume and a lower average shear rate, but with less torque, since there will be a smaller screw-shaft diameter.
Managing Melt Temp in a Corotating Twin
FIG 2 Corotating twin-screw elements with asymmetrical spline shaft design.
Asymmetrical splined shaft designs offer optimum power-transmission efficiency so that a smaller shaft diameter can transmit higher torque than otherwise. This is accomplished by isolating the tangential force vector transmitted from the shafts to the screws by the motor. The combination of higher torque, lower average shear, and larger OD/ID ratio has proven beneficial for many processes.
In Leistritz nomenclature, the HP series has a 1.55/1 OD/ID ratio and uses a symmetrical splined shaft design, and the MAXX series uses a 1.66/1 OD/ID ratio with an asymmetrical splined shaft. Increasing the OD/ID ratio increases the free volume by approximately 20%, along with a higher torque rating.